
The Lean Management System In Made to Order Companies-- We Are Not Toyota!
3/29/2019
So you’re not producing virtually identical products on an assembly line at a rate of one per minute? Does that mean that the Lean Management System doesn’t work in your business? To quote a refrain from Porgy and Bess back in 1935…. It Ain’t Necessarily So!
Do you find yourself handing out work assignments in a prioritized sequence, and then find that by tomorrow everything has changed and it’s time to re-scramble the arrangement once again?
Do you make the best of a system of launching the work into the shop, expediting the hot jobs, and leaving the others for tomorrow?
Do you ever ask a machinist to break up a setup they just put together for a yet hotter job that has to be done “right now”?
Do you ever start three to deliver two “must have” parts just in case, and then store the third as an “asset” for the next time the customer orders it? Do you then celebrate selling that third part as a brilliant move as it has a zero-cost base?
Does any of this sound familiar to you? Well take heart as these are all common scenarios in companies that manufacture custom goods. While it may not be immediately apparent, the principles of a Lean Management System do in fact apply in this type of business. It just looks different on the surface, that’s all.
If you’re in a business that provides Made To Order (MTO) products, you’re probably already following one of Lean’s most fundamental principles just out of necessity. By the nature of your product, you are flowing orders in one-piece flow, you really have no choice in the matter ... well at least you’re starting them one at a time!
Where you are most likely missing a large opportunity is by not adopting the principal of Takt Time (TT) effectively in your highly variable world. Yes, TT works in MTO production. The fact is that by looking at your extended value stream and applying the principles of pace and flow you can develop much more accurate estimates, better control your costs, and flow products much more efficiently through the facility and into the customer’s hands. Order to cash is king in this kind of business and Lean will help you maximize velocity. I know, as I proved it in my own company and have helped many others do the same in theirs.
So what is the problem we are trying to solve?
After more than 20 years of helping MTO organizations adopt Lean Management Systems, I found that most of these shops operate under the “launch and expedite” management system. In these traditionally managed job shops, those doing the work are not engaged in how to better flow customer value through the organization from design to delivery. Nor are they able to quantify the impact of potential ideas for improvement that may come up.
Let’s be realistic, job shops are in fact different than production shops, this is not a cut and paste exercise. Takt time usually doesn’t apply in the traditional sense that we see in mass production shops. But if we place a greater focus on the precision of the quotation process, we can develop a derivative of TT and use that information to improve flow. Let’s explore how building more effective standard work around your quotation process can help better synchronize your operation with your “customer’s demand”. Then leveraging the perspective this provides to better plan and manage the value stream.
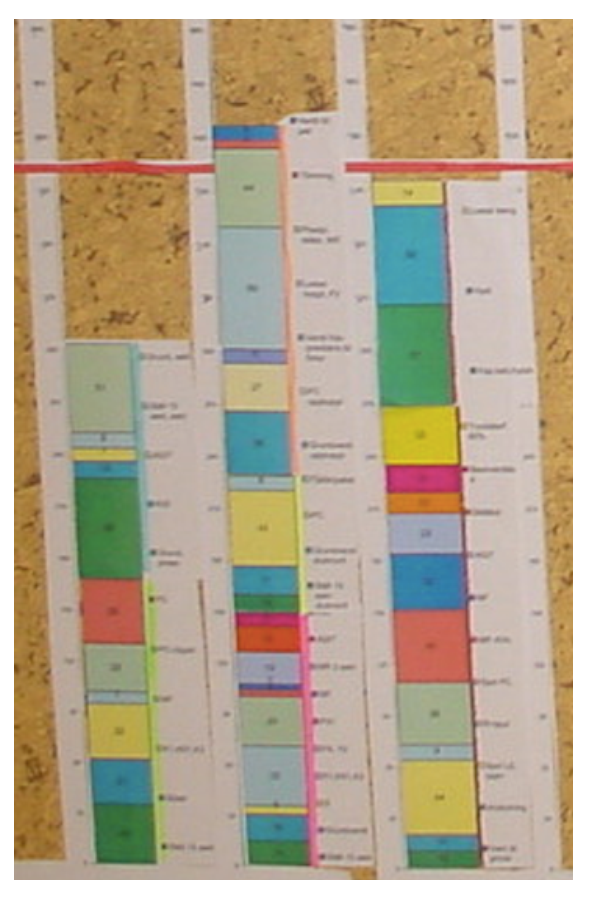
To begin with, let's be clear that we are not talking about using Takt Time in a traditional manner as Toyota would on the assembly line. If we take the task times of our repetitive activities and compare them to the customer demand rate we can then display it in the form of a bar graph showing us the relationship between the two. As long as the stacked bars representing the proportional time of the repetitive tasks are balanced close to but below the customer’s requirements, you are likely able to meet demand, flow parts, and use your labor and equipment efficiently.
However, as is often the case, we see inthe example illustrated here that the second work station is above the TT and requires rebalancing. In fact, in an MTO business, the bottleneck can continuously shift as we go from one order to the next. So what do we do with this concept? Think of it this way, what are the two questions you ask when you take your car in for repairs.
“How much do you think it will cost?”
“When can I get it back?”
Included within the repair shop’s cost assessment is the cost of parts, which can be a disproportional percentage of the cost of repair, and uncontrollable for the shop. The labor content is where they have more control and is the more actionable piece to manage and improve. Now think about how you feel when someone drives you to the shop to pick up your car, and the conversations goes something like this:
“Sorry the repair took longer than anticipated could you come back tomorrow?”
“By the way it will cost you $500 more than we estimated.“
This everyday example reinforces the importance of the quotation process within the context of the customer’s perception of your service levels, and the viability of your business overall. The question is, Are we taking full advantage of the time portion of the quotation and using it to manage flow and determine the true cost of production?
In most MTO businesses, your direct labor only accounts for somewhere between 7% - 20% of your cost of goods sold, therefore you might be underestimating the overall impact it has on running the business. However, many MTO shops allocate costs on a fully loaded direct labor hour basis. G&A expenses can account for upwards of 35% - 50% of your cost of goods sold making the accuracy of the estimated direct labor hours disproportionally important relative to the actual cost of direct labor. Additionally, even MTO shops have repetitive orders or “similar to” jobs which require much less planning and other indirect costs but are similarly allocated none the less. Therefore, direct labor hours have a strong influence on understanding profit margins as well as scheduling impacts. Anything we can do to become more precise in determining labor hours in this environment reaps large benefits in developing scheduling methodologies as well as determining the true cost of goods sold.
So what is the solution?
In order to effectively take advantage of utilizing a modified form of Takt time to improve efficiencies there are three systems/processes for which we need to build standard work:
- Generating accurate labor estimates for both direct and indirect tasks.
- A real-time shop floor visual planning system based on estimated vs. actual task times for each operation as well as anticipated lead time for each order.
- A Lean Management System whereby leaders engage in effective Gemba Walks, Andon responses, and Reflection Meetings building the capability of the organization to uncover problems early and fix them, and improve the process along the way.
Step 1: Improve the accuracy of your labor estimates for both direct and indirect tasks
One of the fundamental concepts of Lean is that of continuous improvement. The enablers of this are:
- A standard- What does good look like?
- Standard Work- What is our current one best way to do a particular job and what is our process for continually improving it?
- Kaizen- How do we find opportunities to improve standard work and make it better over time?
If You Can't Measure It, You Can't Improve It. We’ve all heard this and most likely believe it. But how do we go about doing it?
- Choose a difficult job that is currently beginning in production and has estimated labor hours within the quotation.
- Then work with manufacturing supervision to track actual labor hours utilized as it goes through production. This should give you a perspective as to the size of the opportunity that exists and a basis for problem solving.
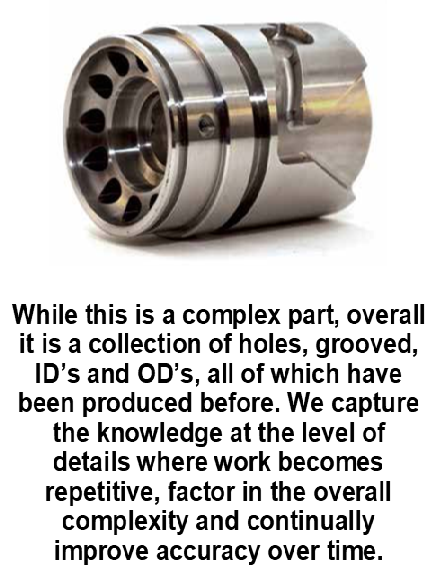
It is likely that your quotation process is based on the experience and skill of the person or people doing the quotation. In the Lean world we refer to this as Tribal Knowledge, which is valuable but resistant to improvement over time. You have to take the information that is in the heads of those doing the quotations and distill it down to a documented process. While everything you make is unique in its aggregate, when we deconstruct the design you will inevitably find that at some level of detail there is inevitably a repetitive feature which can be used as a basis of process-based estimating. This is how we learn and become better over time, we recognize a feature that we have come across before and use our collective memory to extrapolate effort and cost associated with producing it.
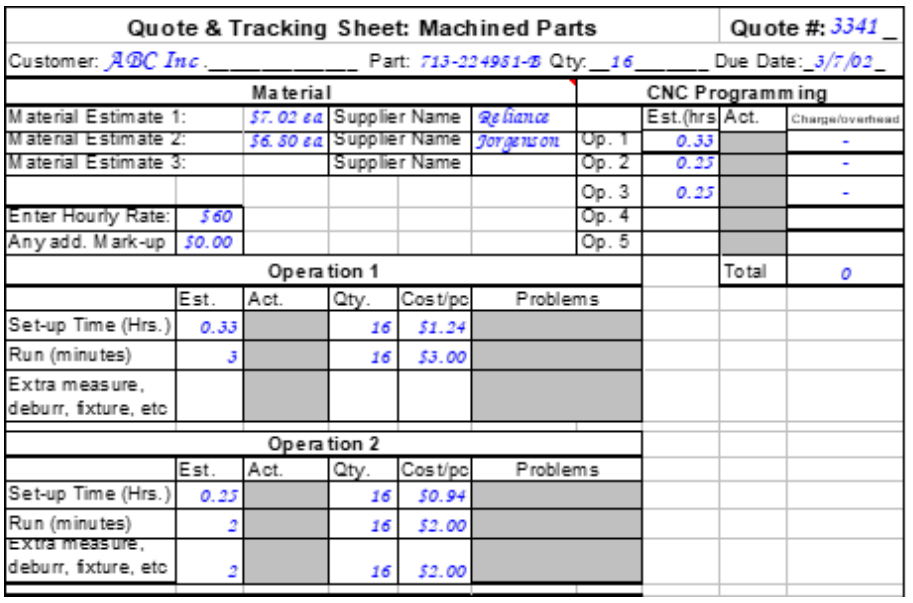 This is a partial copy of a quotation from my job shop in Silicon Valley California. Here you see some direct materials, direct labor and also indirect labor (CNC programming) being estimated for the first few operations. Once a purchase order is received and the job is scheduled, this quotation sheet would go out in a “traveler” package with the work order, BOM, drawings, etc. so that the operators and programmers could fill in their actual task times within the gray highlighted areas. They also note any operational problems encountered during the job. This is fed back into the Standard Work for the quotation process. Every week these are reviewed for significant differences between the estimated vs. actual times where there are no operational problems noted. Naturally, operational problems are another opportunity for problem solving, but this weekly review is solely focused on improving the quotation process. After a period of these reviews, we found we only had the time and resources to look into deviations of greater than +/- 15%. As we became better this threshold was reduced making our estimates more and more accurate over time.
This is a partial copy of a quotation from my job shop in Silicon Valley California. Here you see some direct materials, direct labor and also indirect labor (CNC programming) being estimated for the first few operations. Once a purchase order is received and the job is scheduled, this quotation sheet would go out in a “traveler” package with the work order, BOM, drawings, etc. so that the operators and programmers could fill in their actual task times within the gray highlighted areas. They also note any operational problems encountered during the job. This is fed back into the Standard Work for the quotation process. Every week these are reviewed for significant differences between the estimated vs. actual times where there are no operational problems noted. Naturally, operational problems are another opportunity for problem solving, but this weekly review is solely focused on improving the quotation process. After a period of these reviews, we found we only had the time and resources to look into deviations of greater than +/- 15%. As we became better this threshold was reduced making our estimates more and more accurate over time.
Leading an organization through Standard Work involves continually asking the questions of
- What should be happening?
- What is actually happening?
- What do we know about this problem?
- What don’t we know?
- How can we learn the things we don’t know?
For example, by reviewing the drawing, maybe a tight tolerance was missed which caused the operator additional set-up and adjustment time. Therefore, we would need to go back and review the Standard Work to see if it had a step to review and highlight “tight” tolerances and factor in the additional time/cost (Mistake Proofing). Through this improvement process (Kaizen), the quotation processes continued to become more accurate and robust, with more detailed and accurate process steps, check sheets, etc. for each specific type of part we quoted.
The same thinking can be applied to the estimations for knowledge flow work such as technical development costs, prototyping costs, etc. Whether we are speaking about engineering or manufacturing labor hours, our estimated labor times are the closest thing we have to the “customer demand” portion of Takt time, and we can compare it to the “time available” in a real-time format.
Step 2: Real-time visual management of estimated vs. actual task times
Now we can move towards continually improving your precision by visually managing to these estimated times against actual experience.
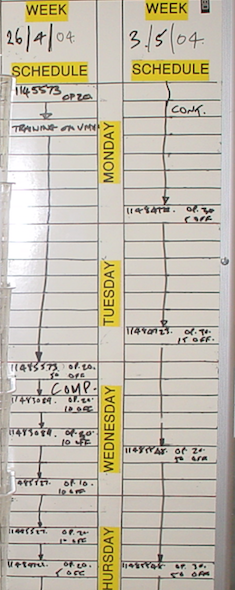
This is an example of tracking actual versus estimated times for an operation. Each work station had a similar board and the operations were scheduled into the hours planned on the quotation to run that job. When a job was completed the operator recorded the actual time. The board evolved into a visual problem identification and tracking tool. These types of boards are also used within transactional processes.
Concepts of Visual Management in knowledge flow work
Below is an example of a similar board for planning and tracking engineers in a small department. This is being planned per day instead of per hour, but it is based on the budgeted cost for engineering within the quotation. In this example, the engineers are assigned both development work as well as retrofit projects. The engineers update the board daily as to their status in relation to the plan (you see the green and red magnets indicate if they completed the task in the allotted time).
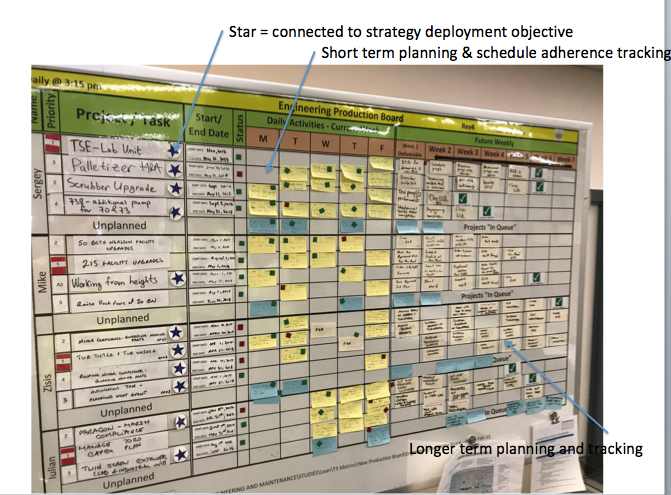
The key here is that the schedule can be developed based on the best data you have, and that it is continually improving over time. The advantages are that it visually displays gaps between expectations, and reality (what should be happening vs what is actually happening). Our experience has been that you will initially be flooded with opportunities and challenged by how best to prioritize and focus on the right ones. But this is still better than not seeing the problem at all or having some vague sense of it that no one else shares! Pick one and fix it, repeat, repeat, repeat!
Likely you are thinking what many others think when seeing these relics in terms of a simplified visual, “we did that years ago, now we have a (computer) system in which we input our progress against our routings, this silly and simplified board is extra work that is not necessary”.
This leads to the real difficulty in benefiting from the first two steps we’ve discussed. Can management change their behaviors to continuously improve processes which will result in improving process performance? This is where the third step of implementing a Lean Management System becomes the crux of making the first two steps truly beneficial.
Step 3: Building a Lean Management System Around Process
We can augment the Standard Work and Visual Process Performance tools discussed in the prior steps with formalized Leader Standard Work and Lean Leadership Behaviors. While the prior tools gave us visibility on agreed to standards, we will still need two more elements. Putting the visual tools in place in hopes of reviewing them sporadically when the need arises will almost certainly have the tools fall into disuse over time. Scheduled Gemba walks observing adherence and sufficiency of the process are a must to assure sustainability and continuous improvement. Reflection meetings to discuss past performance, learnings, and how incorporating those learnings into ever improving Standard Work are critical to engaging the team in collaborative problem solving and making that part of the culture of the organization.
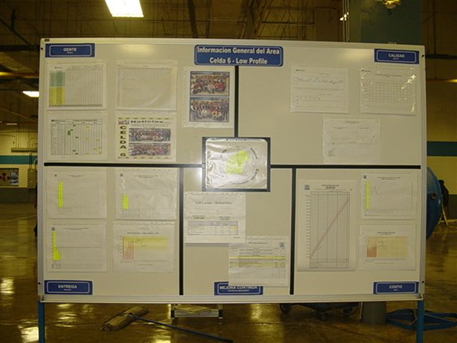 As context for the Reflection Meeting, we typically establish a Visual Process Performance board. This tool provides the team with trending performance information on People Engagement, Quality of process output, Timeliness of customer deliveries, and Cost of operations as well as the rate of finding and fixing problems.
As context for the Reflection Meeting, we typically establish a Visual Process Performance board. This tool provides the team with trending performance information on People Engagement, Quality of process output, Timeliness of customer deliveries, and Cost of operations as well as the rate of finding and fixing problems.
Combining this information with the Visual Process Adherence tools we developed in steps 1 and 2 gives the team a complete picture to answer the vital few questions of management.
- What work are we supposed to be doing here?
- Is there a process?
- Is the process being adhered to?
- Are we getting the results from the process we expect?
- What ideas do we have to improve the process now that we are here?
Creating a visual process performance board such as the one shown here provides visibility to the workforce on 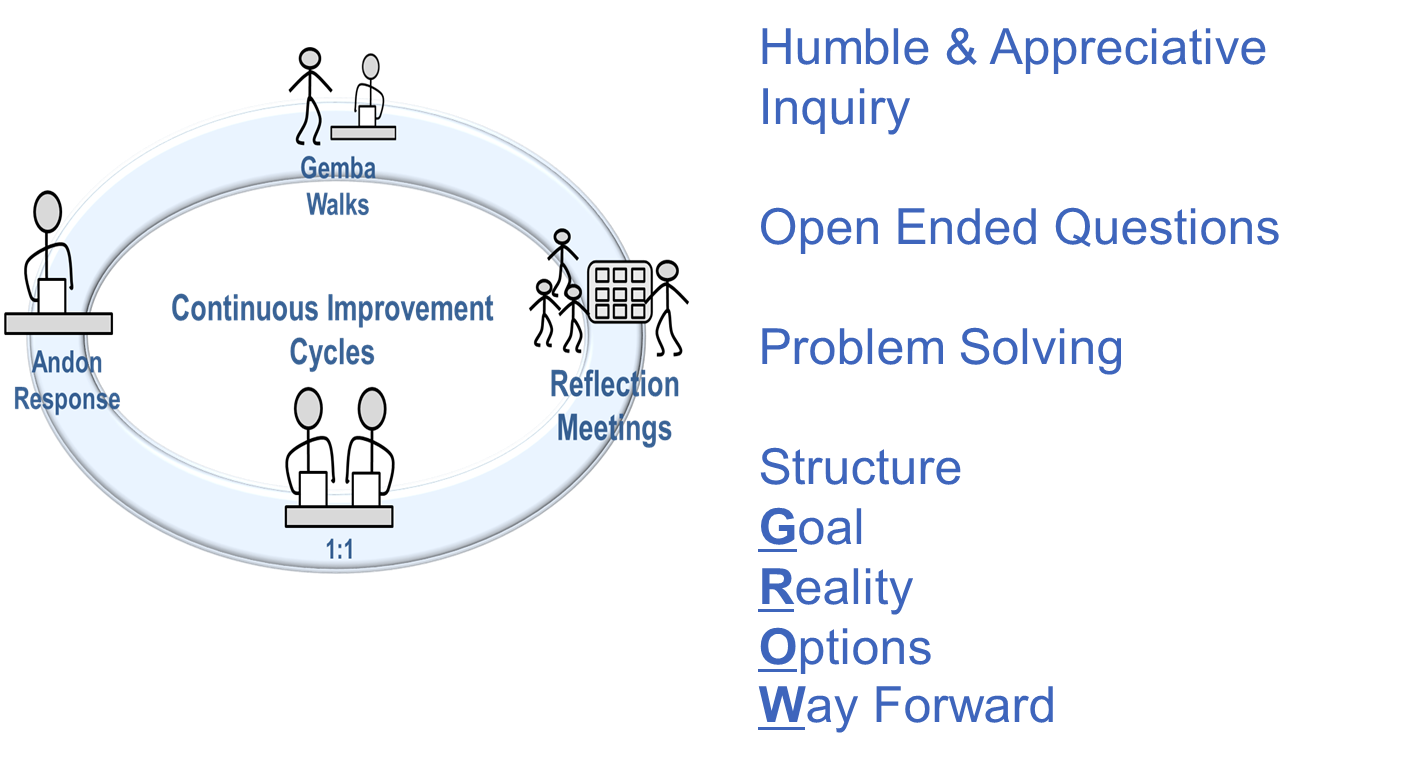 whether or not we are improving the business. Combined with regular reflection meetings (Leader Standard Work) and problem solving discussions (Lean Leadership Behaviors) this is the venue where the team comes together to discuss and agree to try the next process improvement. In this way everyone is engaged in improving the customer experience while eliminating the chaotic waste in typical MTO operations
whether or not we are improving the business. Combined with regular reflection meetings (Leader Standard Work) and problem solving discussions (Lean Leadership Behaviors) this is the venue where the team comes together to discuss and agree to try the next process improvement. In this way everyone is engaged in improving the customer experience while eliminating the chaotic waste in typical MTO operations
Results:
All of this is of no use if we can’t improve results. Hence my grand experiment of buying and transforming a company of my own to prove it out. The following is what we achieved:
Quality:
- The cost of poor quality in absolute dollar terms remained constant while business volume more than doubled, therefore proportionality the cost of poor quality was cut in half.
Delivery:
- As the quotation process improved, resulting in quicker and more accurate quotes, opportunities presented themselves for opportunistic work. We were able to expand into a growing and profitable segment of “less than 24 hour turn around” from receipt of order to delivery. To enable this we strategically stocked certain materials, and created expedite agreements with key suppliers.
Productivity
- We developed SMED setup reduction techniques as well as enhanced scheduling methods, which enabled us to be more competitive as the average lot size decreased from 5.8 pieces/order to 3.2 pieces/order in the semiconductor industry during my 6-year tenure.
Overall capacity
- Increased by 24%.
Revenue
- The combined effects of these improvements led to more than doubling revenue over the same period.
Gross Margin
- Increased 9% over six years
- Best of all, this all happened while better serving the customer, which is after all the true engine for growth.
In summary
After more than two decades of supporting MTO based businesses in improving their processes, it’s been proven that adapting the elements of a Lean Management System within these organizations works to improve customer service, employee engagement, and profitability.
I was willing to bet my financial future on it and now I help others do the same for their businesses as well. In each of these experiences I’ve found that the Lean Management System can in fact work to dramatically improve business performance in MTO organizations. It requires an understanding of the principles behind the artifacts you see in a typical production shop. This then has to be supported by adopting a coaching leadership model based on Leader Standard Work and modeling Lean Leadership Behaviors.
Most of all never stop looking for the next opportunity to better define and improve the process.
What do you think?
Comments:
This post is more than 730 days old, further comments have been disabled.
Contact The Murli Group
Find out how we can help strengthen your company from the ground up»

